
Experts in air filtration
Project AR – High Temperature CleanPulse Filter with Offline Cleaning, Online Maintenance and a Spark Detection System

Pr
From initial enquiry to completion of installation this project extended over 3 years, although the installation was achieved in 8 weeks to a tight changeover schedule. The requirement was for a replacement filter plant with offline cleaning, online maintenance to remove waste dust from two Aluminium Recycling Furnaces utilising the clients existing sodium bicarbonate injection system. This is phase one of the project.
Supply Highlights
- Dual line Bag Filter System
- Offline Cleaning
- Online Maintenance
- Pneumatic ram 'poppet' valves
- Mancuna outlet valves
- Penthouse
- Pulse Jet Filter Design with Gas Distribution Screen
- Design, supply, installation, commissioning
- High Temperature Filter Bags
- Special filter cages with Anti-corrosive Coating
- Firefly spark supression system
- Filter insulation lagging and cladding
- Multi-option dust discharge
- Twin fans using existing motors
- Phase 2 provision to allow silo dust discharge and tanker offloading
Supply Detail
Filter Details:
- Bag diameter 127 mm
- Bag length 4.5 m
- Filter arrangement 120 rows of 14 bags
- Area per bag 1.8 m²
- Total bags 1680
- Filtration Area 3016 m²
- Filtration Media Arami
The Aluminium smelting process produces toxic acidic gases as a by-product. These gases cannot be released to atmosphere and hence require a gas cleaning plant. The plant consists of inlet ducting, air dilution valves, a firefly spark supression system, twin line filtration, filter penthouse, offline cleaning poppet valves, outlet butterfly valves, bags, cages, compressed air pipework, mancuna discharge valves, discharge screws, bags supports, fans, supports and walkways for access and egress.
The CleanPulse bag filter deals with 258,000 actual cubic metres per hour of dust laden acidic waste gas. It filters the gases at approximately 185 degrees centigrade after they have travelled through a cooling tower and ducting containing air dilution louvre dampers. . The fine particulate is trapped by the 1680 filter bags inside the filter which together total 3016 square metres of Aramid filter media. Computational Fluid Dynamics was undertaken on the filter design to determine the optimum flow, considering the relatively unique poppet valve design through which the inlet gases flow past.
The offline cleaning facility is achieved using dampers on the inlet and outlet of each filter section. This allows each chamber to be individually isolated from the gas flow and therefore a better level of cleaning achieved.
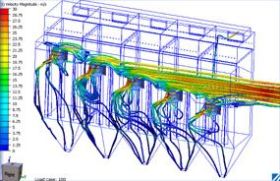
In the design stage, computational fluid dynamics was undertaken on the 3D model to determine best flow. This is calculated using massless particles, and particles of differing size to obtain the best understanding of flow and potential wear points.
Here, the domed inlet 'poppet' valves show that a cyclonic action occurs which will encourage the heavier particulate to fall out in the hoppers - an ideal scenario.

The Aluminium smelting process produces toxic acidic gases as a by-product. These gases cannot be released to atmosphere and hence require a gas cleaning plant. The plant consists of inlet ducting, air dilution valves, a firefly spark supression system, twin line filtration, filter penthouse, offline cleaning poppet valves, outlet butterfly valves, bags, cages, compressed air pipework, mancuna discharge valves, discharge screws, bags supports, fans, supports and walkways for access and egress.
The CleanPulse bag filter deals with 258,000 actual cubic metres per hour of dust laden acidic waste gas. It filters the gases at approximately 185 degrees centigrade after they have travelled through a cooling tower and ducting containing air dilution louvre dampers. . The fine particulate is trapped by the 1680 filter bags inside the filter which together total 3016 square metres of Aramid filter media. Computational Fluid Dynamics was undertaken on the filter design to determine the optimum flow, considering the relatively unique poppet valve design through which the inlet gases flow past.
The offline cleaning facility is achieved using dampers on the inlet and outlet of each filter section. This allows each chamber to be individually isolated from the gas flow and therefore a better level of cleaning achieved.

A Firefly spark arrest supression system has been incorporated into Phase one of the project. This consists of three air cooled detectors which trigger 3 pairs of water nozzles which inject water at 7 bar. Considering the airflow and temperature of the gases passing at 18m/sec at 185 degrees centigrade, this water extinguishes the glowing particle and becomes vapour to pass through the filter media without issue. The system has been professionally commissioned and may well reduce the insurance premium covering this part of the sites plant. It also protects the valuable filter bags from replacement in the case of glowing particles causing bag damage or worse, a fire.

To achieve offline cleaning and online maintenance, the filter has to be split into ten individual compartments. Each compartment has an inlet which is opened and closed using a poppet valve which in turn is raised and lowered by a pneumatic ram with dual action and reed switch indicators.
The outlet valves are rectangular butterfly valves which are opened and closed by a Kinetrol pneumatic valve with open and closed indicators.
Each valves state is controlled by the clients main DCS, with status confirmations back to the system. This way, any maintenance can be undertaken with the main control system ensuring that the particular 'cell' is isolated. Of course, modern health and safety dictates that the inlet and outlet valves are also manually isolated.
Each cell has a differential pressure monitor so that the dust build up on the bags can be monitored. The overall filter differential pressure is also monitored in addition to the inlet and outlet temperatures.
One benefit of arranging the system as designed was that there are effectively two banks of five filter cells, each having its own fan. In a case of limited productivity or emergency filter maintenance; a row of five filter cells can be isolated providing half of the 258,000 actual cubic metres volume but enough to keep production running.

Ten filter 'cells' requires ten filter hoppers, each provided with an insulated access hatch, level probe and bulk bag hanging facility.
The waste dust is collected in these hoppers, then discharged via though an isolating slide valve, into a mancuna valve and on into the discharge screw conveyor.
There is the possibility to discharge the dust into ten separate FIBC bags, or into a single bag at the end of each screw, or as part of phase two, into a blow line to feed a dust silo which will be offloaded by tanker.

During design meetings, it was considered that a penthouse would provide better filter protection but also a safe and clean environment to undertake routine maintenance and bag changes. This penthouse structure was lifted as a complete assembled steel structure into place and subsequently clad by professional roofing contractors.
An electrically operated roller door provides good access for bag changes. A hoist from this outside platform provides an ideal lifting point for materials and tools. As part of the inlet ducting, we offered a suction point with manual valve operation to act as a hoover, in the event of needing to clean up after a bag change.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

