
Experts in air filtration
Project HE – Complete Flue Gas Treatment Plant including Control System for Clinical Waste Incinerators

The client has recently moved into a new Northern HQ.
The £10m Eco Park in Shotts, Lanarkshire is the first of its kind in the UK and represents a major change in how medical waste is treated in Scotland.
While efforts have been made to recycle over the last few years it is only now that the full potential of medical waste is being recognised. Waste not fit for recycling has to be disposed of but instead of sending it to landfill it can, in fact, be used as an energy source.The client is at the forefront of this green energy movement and has just opened the new Hassockrigg Eco Park dedicated to energy recovery and recycling.
The purpose-built facility has been five years in the planning and brings together all the latest advancements in technology and energy recovery. The plant is capable of processing 35,000 tonnes of waste products each year, turning them into energy.
The new HQ is on a purpose built 37 acre industrial eco park and represents the company’s commitment to reducing our carbon footprint and ensuring that our customers benefit from a dedicated site to reduce waste and recover energy. The new facility will not only treat a wide variety of different waste types but will ensure that these items are recovered in green energy and will generate over two megawatts of power every hour. This green energy will be used on site and will ensure that the site’s needs will be virtually self sufficient. The plant will also produce clean energy for drying and electricity which can be returned to the national grid. This means that other companies – such as industrial processes - will be able to use the power available from the site for their heating or energy requirements.
Dedicated to energy recovery and recycling, the new facility meets the Scottish Government’s commitment to zero waste and ensures the facility is a long term viable option for dealing with all of Scotland’s medical waste safely and efficiently. The largest private medical waste company within the UK, The Client deals exclusively with all of NHS Scotland’s acute and community hospitals and collects from every hospital, GP surgery, dentists and pharmacy within Scotland. The new plant means that all of Scotland’s medical waste is treated locally, at four regional sites within Scotland where Shotts, will now be home to a facility that can recover energy from a previous non recoverable source, this also ensures that we are not reliant on sending waste to Southern England to be treated as previously there was no facility in Scotland to deal with certain wastes.
Summary

The initial enquiry for this project came to us in the summer of 2014 from two project engineers with whom we had worked for on Project NE in 2012 and 2013.
The client was already engaged in the process of securing planning permission for the Eco Park at that stage and several iterations of the pyrolysis plant were explored over the next 12 months. The final layout upon which the planning was secured was to start with 2 separate units able to operate independently with the scope for a third unit to be added in the future. For us this meant supplying 2 separate filter units, 2 sets of ducting and 2 main ID fans. However we combined each of the sorbent dosing skids to have 2 outlets which could operate independently via the same feed hopper. A single control panel was made which also has the ability to run either system independently or both simultaneously. Given the location of the site involves a minimum 12 hour round trip from our office on the border of Leicestershire and Northamptonshire we insisted on enabling the control panel with full remote access and 12 month trending. The stack we supplied has 3 matching inlets and 3 separate cores within an outer skin. Our scope was to deliver to site for others to erect the plant. The plant is due for commissioning in January 2017.
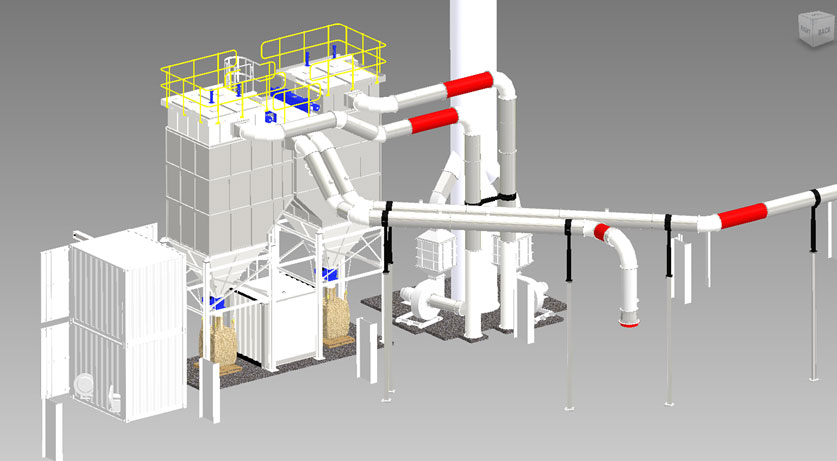
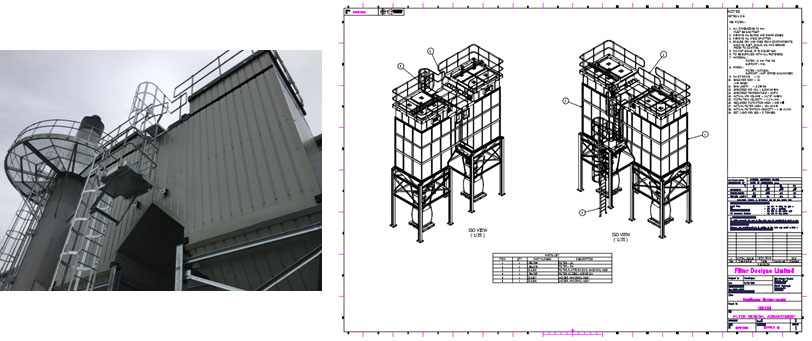
CPB ‘Cleanpulse’ filters

Space inside the main building was utilised for the Pyrolysis units and boilers so it was decided the 2 ‘Cleanpulse’ filters would be located outdoors. The rural location means temperatures of minus -15°C or colder are a real possibility so ensuring the filters are designed to cope was priority. A guard over the header tank blowtubes acts as wind shield for the pulse valves and an ideal support for an insulating blanket
and a location for trace heating pads if required. The kicking strips are designed with drain holes to prevent water building up around the top access lids.
The discharge from each filter pyramid hopper is via a rotary valve into a bulk bag.
Sorbent Dosing Skids
To clean the process gasses prior to the bag filter, we dose Sodium Bicarbonate for HCL and SOx, Powdered Activated Carbon to reduce dioxins, furans and heavy metals and we inject a Urea solution to reduce NOx.
We now promote our range of skid mounted solutions for dosing re-agents to ensure the emissions to the stack comply with those set out in the IED (Industrial Emissions Directive) for waste. Within the stack is a CEMS (Continuous Emissions Monitoring System) to give live feedback and record all the emissions from the stack. We use the raw data from the CEMS via our control panel as a means of controlling the dosing rates of our skids. In this way we ensure we meet the limits each hour/daily but in a more cost effective manner than simply dosing at a continuously high rate.
With the Bicarb and PAC skids being located outside of the main building our experiences with these sorbents tells us it is essential that they stay dry and warm. The dosing skids needed to be housed in temporary buildings also. Whilst FDL’s scope didn’t extend beyond the skids themselves we knew the location would be critical to the smooth running of the skids in wetter/colder conditions so we draw designs to modify shipping containers in which to house the skids, we included trace heating on the skid h hoppers themselves and also ducting and fans to pull warm air from the main building which is likely to have an ambient temperature around 25°C.
‘CleanSorb’ - Bicarb Skid

The ‘CleanSorb’ Sodium Bicarbonate skid has a single agitator shaft with adjustable paddles, channel mounted hopper vibrators trace heating pads applied to the hopper walls. The bag hanging frame over the hopper has been omitted as the hopper will be in accessible by forklift so 1 m³ bags will be lifted overhead via a pendant mounted hoist on a lifting beam inside the containers housing the skid. A pair of blowing fans are used to transfer the Bicarb via a clear acrylic ‘sightglass’ section within the delivery hose. Controls programming ensure that sorbent materials can only be dosed when the main ID fan is running above a certain rpm, otherwise, dropout can occur in the main filter ducting due to an insufficient carrying velocity.
‘CleanDose’ – Pac Skid

The ‘CleanDose’ skid delivers PAC to each system via its 2 metered screw feeders.
The dosing rate is variable. Pneumatic vibrators are mounted on 2 sides of the hopper as well as each of the screw outlets. A trace heating pad was applied to the other two hopper walls to keep the PAC warm and dry to aid flow, knowing the remote location would resulting in some challenging weather conditions. 25kg bags of PAC are split and emptied into the hopper.
‘CleaNOx’ Urea skid
The new ‘CleaNOx’ skid is a refinement of a trial skid we produced for a previous project. A lower Stainless Steel cabinet sits over a shallow Stainless Steel bund. The cabinet houses a duplex strainer with Stainless Steel mesh baskets and Viton seals. The strainer ensure the Urea solution is clear of solid particles prior to the pair of mechanical diaphragm pumps. Each systems pump speed, and therefore quantity of solution injected, is controlled via the feedback NOx signal from the CEMS in the stack. Programming in the controls ensures the motors ramp gently up and down to track the baseline emission’s figure required. Above the pump cabinet is another cabinet containing the digital flow meters with 4-20mA feedback and compressed air regulators. Each system uses 1 for atomising the Urea solution at the lance and one to deliver cooling air to the delivery lance which sits in an aggressively corrosive atmosphere at temperatures upto 1100°C. A glass door is used to give a clear visual of the Urea flow rate which will fluctuate across a wide range according to the specific contents of the clinical waste being pyrolised. The compressed air regulator gauges are all clearly visible also. The urea is delivered by a lance of our own design which allows simple depth variation, possibly reducing the amount of lance protruding beyond the refractory lining and thereby reducing the heat soak in the lance. The option of using either compressed air or a blowing fan for the barrier air which cools the lance assembly exposed to the gas stream which potentially reduces the use of compressed air which is expensive to produce.

Stack Installation
Our scope also included the chimney stack. With the potential for a third system to follow the stack needed to accommodate this from inception so a 3 cored chimney is installed. The regulatory requirements for sampling platforms resulted in a platform that spans the entire 360°.

Project Manager: Stewart Callis
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

