
Experts in air filtration
Project HQUK – A Duplicate Environmental Air Filtration Filter adding to one in service for 20 years!

From the sites location next to the Ancient Roman Baths at the side of Hadrian’s Wall Path on the north bank of the famous River Tyne to the fume extraction process itself, so much of this project proved unique. Rather unusually, we were contacted to quote for a copy of a filter system to be made to the same design as their existing filter system which was an older design. The client had, some 26 years previously, purchased a then pioneering ceramic filter which remains still in operation. The main drive of this project was to enable the client to add a second manufacturing plant which replicates all the features conditions of the original filter, as the filter units operation proves crucial in the client’s unique manufacturing process.
Ceramic 6/2 Filter

In so far as possible all dimensions, outside and inside, were carried over, the manufacturers and model of the pulse equipment retained. The control panel was re-made by Laurence at BPC Circuits in Leicester to the closest specification to the existing control panel possible. The pulse controller was an exact copy of the original to enable the pulse settings, so critical in the clients manufacturing process, to be replicated exactly. 2 days were spent on site measuring the filter inside and out and the ducting from the header through to and including the ID fan. A 3d model was produced from which the manufacture drawings are taken. Replicating the internal dimensions and features was essential and required a visit whilst the filter was off line and viewing what lay inside from the hopper inspection door.
Inside the filter the ceramic elements are arranged into 6 separate banks of 36, in a 6 x 6 formation.
These are inserted horizontally, as opposed to our current design which uses vertical elements. Each element is supported towards the end in a grid of tubes which are attached to the cell plate itself which is removeable from the main body of the filter. On top of each cell plate a clamping plate ensures the ceramic element and internal venturi are held tight to and sealed against the cell plate.
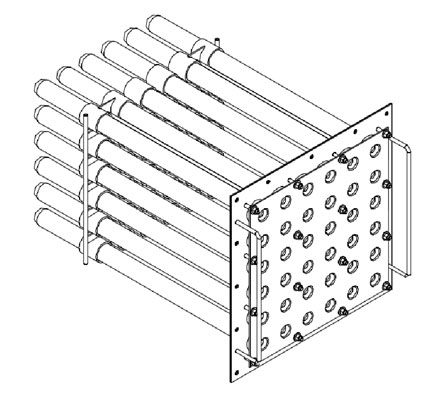
A 3 Dimensional model of the filter was produced from the measurement taken on site. Pictured is the 6x6 bank of ceramic elements with the clamp plate on top of the venturies which extend down inside the neck of each of the ceramic elements. The grid of tubes is connected to the cell plate via studding and takes the weight of the elements.
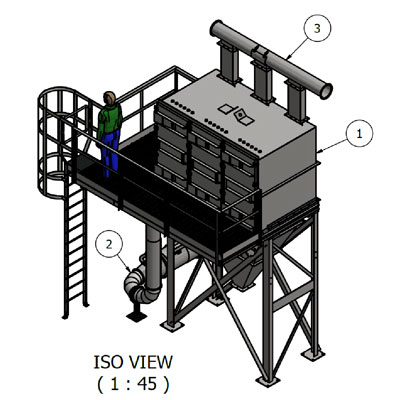
A 3D model shows the scope of supply which included the main ID fan. The platform of the existing filter had been modified from its original layout to the same layout as seen here. We designed the filter from the beginning to incorporate fixings to take the same layout.
All other details were copied as closely as possible also so all the reverse jet package was copied exactly so the client could maintain the two units with a single set of spares compatible with both filter units. An identical rotary valve and fan unit were also purchased for the same reason, the longevity of the still in use original items already proven beyond a doubt. A simpler approach to ceramic heat breaks in the jet tube arrangement was incorporated. The heat pads being of a simple circular design which bolt between 2 flanges

Each jet tube features a single ceramic heat pad which isolates the header tank and the valves away from the substantial heat inside the main body of the filter.

The new filter following installation alongside the original filter unit dating from 1997
Installation
The filter was manufactured and delivered to site in under 6 weeks from FDL receiving drawing approval. Off-loading and installation on site was dealt with by a local contractor. Allowing for some assembly on site, the filter and our scope of ducting was assembled inside 3 days. Installation of the ceramic elements was carefully completed in a day with another day required on site commissioning of the controls and setting the reverse jet controller to replicate the pulse duration and frequency of the existing filter system in order for the new filter system to mimic the operating conditions.

Project Manager: Stewart Callis
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

