
Experts in air filtration
Project HR – Dual Flue Gas Treatment Plants with HMI Control System, DeNOX, DeSOx, CEMS
In the middle of open farmland in Yorkshire an ambitious wood waste combustion project was planned. Our client came to Filter Designs looking for a turnkey solution to cleaning flue gases from the boiler/combustor outlet to the chimney inlet.
Our scope was broadly:
- 2 x CleanPulse Bag filters (one per stream) – each filter is designed for 130,000 Am3/hr with PTFE on glass bags
- CleanSorb HCl and SO2 abatement – sodium bicarbonate silo with bifurcated hopper (twin outlet) and 150m ‘blow’ lines
- 2 x CleanPAC dioxin abatement – using PAC (Powdered Activated Carbon) via suction line
- 2 x CleaNOx urea prill skid for NOx abatement – using our 3rd generation design
- Ducting design – flanged and bolted, insulated, with instrumentation
- Integrated access – bag filter staircase and walkway
- Inlet and outlet valves
- Residue discharge – traditional screws, contra-rotating screw, wet de-dusting screw and rotary valve
- Full and bespoke Allen Bradley/Rockwell control panel and software design
- One main control panel, one satellite control panel by silo
- Industrial Emissions Directive Compliant
- Control panel into clients main SCADA system and interfaces with other suppliers equipment
Design Process
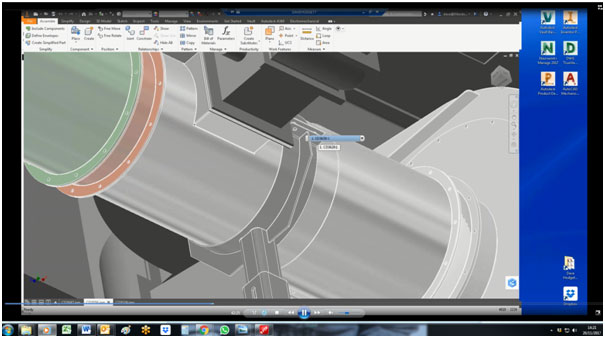
As the project kicked off, Filter Designs visited the client in London to discuss basic design parameters such as gas volume, temperature cycling and risks of condensation and non-combusted materials. Considering these factors up front we hope to pass on the benefits of experiences from past projects. Using Autodesk Inventor, 3D CAD models are exchanged via dropbox . Using GoTo Meeting and other software, we are able to screen share from Market Harborough with our client in London and run through live designs, discussing the details and reaching conclusions in an efficient manner. We have embraced the same technology when working with overseas clients in the USA and other countries.
CleanPulse Filter Insulation and Cladding


Insulation and cladding is often completed in the fabrication shop on smaller systems. However, as the filter bodies get larger, it becomes less practical, especially when a 6 hour journey to site is involved. For this project we decided to insulate and clad the filter hoppers, because these were easily accessible and deliverable as one assembled unit on stub legs. The top of the filter has insulated top access doors and insulation elsewhere to protect from acid gas condensation from cold spots.
The main filter body was therefore insulated and clad on site, which would normally require the erection of scaffolding. However, as the four sides were relatively flat, this was achieved using a large scissor lift.
CleanSorb HCl and SO2 abatement

Whenever the abatement of acid gases is required, we first seek out the gas composition data from our client. Based on this, we can now advise with reasonable accuracy what the likely reagent consumption is going to be. This assists with CAPEX and OPEX planning. Information on SOx, NOx and HCl levels will allow us to determine the use of Lime or Sodium Bicarbonate. This will also direct our specification of equipment.
This project has the potential for a significant sodium bicarbonate use and hence we specified a tanker loaded silo which is the most efficient per-tonne method of buying the reagent. This silo has a dual or bifurcated outlet, which means that it can dose two systems, or in this case two streams at different rates.
A fully welded silo keeps the reagent inside dry, whilst a variety of flow aids keep the reagent flowing through the silo, into surge hoppers and dosing equipment with final delivery to stream 1 and stream 2 bag filters up to 150 metres away.
Due to the noise limits on site, the base of the silo was treated to a larger enclosure which was then insulated with sound insulation. This keeps the noise in and the weather out.

CleanPAC dioxin abatement

When a significant amount of sodium bicarbonate or lime is being used it does not make sense to buy it mixed with activated carbon. This is because it is more expensive in this form and also the rate of dosing is usually controlled from continuous emissions monitoring based on acid gases levels which are not controlled by activated carbon. Hence, dosing the activated carbon or PAC using a dedicated hopper allows the end user to set this at the Environment Agency approved rate and forget about any other complications.
These CleanPAC dosing stations are simple ‘rip and tip’ hoppers, but are in-house designs which have been proven on a number of sites around the world. It is now a standardised design with a number of available features including; weather protection door, vent spigot, lifting eyes, vibrator flow aid and now quieter vibration flow aid, robust stainless steel screw flight and powerful motor and cooling system. We have some novel controls features written into our controls specification which allows this system to self-correct if any issues occur.
CleaNOx urea prill skid

Our 3rd generation urea prill skid, the CleaNOx system is a complete skid. Installed inside it requires no more than a power supply and NOx signal. Outside, it requires weather protection.
The advantage of this skid over dosing with a pre-mixed solution is that a pre-mixed solution is relatively expensive per 1000 litres of urea solution.
With our CleaNOx skid, operational costs are lower due to the lower costs of prill (small grain-like pieces of urea as a solid) the running costs are significantly lower to achieve the same NOx (oxides of nitrogen) reduction.

The control system uses the incoming NOx signal, usually from a continuous emissions monitoring system (CEMS) to modulate the feed. The control system also automatically mixes the prill and either towns or preferably de-mineralised water. This has a specific advantage because the mix concentration can be adjusted to suit site requirements.
Using a hoist beam and crane as an integral part of the skid, the only manual intervention should be loading new urea prill bags to the receiving hopper. The dual outlets allow for two lances of in-house design to be optimised for the most efficient use of prill.
Control System
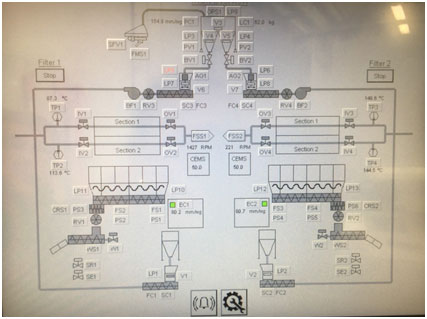
The control system on any emissions control plant is an important aspect of the project. When the Environment Agency calls for shut down of a non-emissions compliant plant after 4 hours outside of the emissions limits, the control system needs to be robust and reliable.
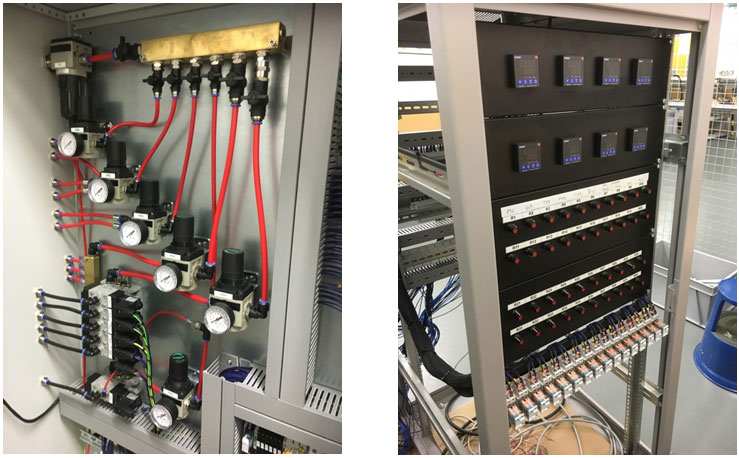
At Filter Designs we take this seriously and have several control panel builders who specialise in bespoke systems. To communicate our requirements, Filter Designs compile a series of documents including functional design specification, process and instrument drawings, electrical lists, layout drawings, P&ID’s and more. We also integrate where possible any air management, so that various regulators and solenoids are protected in a controls enclosure.
Factory acceptance testing can be completed in a variety of ways, but the acid test is simulation of the various inputs and outputs and confirming the control systems response to these.
Having commissioned several systems in the UK and abroad in temperatures ranging from -20°C to +40°C, we appreciate that all of the workshop based testing which can be done, should be done to ensure the most efficient use time on site.
Typically this begins with point to point testing of the electrical cabling, then running up motors and instruments with functionality testing, followed by sequencing the control code to check the order of start-up, shut-down and critical orders.
In all projects which accept remote access, we actively promote the use of it. This allows us to advise on the efficiencies of plant running and we can respond and advise on any alarms which can occur on a waste to energy plant of this size and complexity.
This project has burned Biomass for the first time and is about to run Stream 1 continuously, generating power to the grid.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

