
Experts in air filtration
Project BF – CleanPulse bag filters, twin fans, sodium bicarbonate dosing and waste ash silos

This project ordered in early 2011, comprises:
- Ducting – flanged and bolted, insulated, with temperature and pressure instrumentation
- Bag filter – 75,000 Am3/hr at 150˚Cwith PTFE on glass bags, offline cleaning capability, online maintenance via inlet valves isolation
- Integrated access – bag filter CAT ladder and walkway
- Residue discharge – blow line into ash silo
- Ash silo discharge to tanker via screws and bellows with extraction
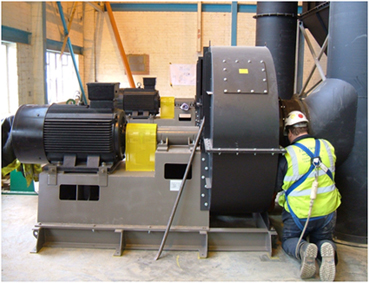
- ID main fans – 2 x 160kW EF1 fan units
- 18m chimney with CEMS platform
- HCl abatement – sodium bicarbonate silo with dosing system linked to HCl CEMS output
- Dioxin abatement – using PAC (Powdered Activated Carbon) via suction line
- NOx abatement – using urea solution injection (to follow)
- Duty and standby plant compressors and compressed air lines throughout site (to follow)
- Compressed air desiccant dryers (to follow)
- Air control panels
- Waste Incineration Directive Compliant
- Integrates into clients main SCADA system
Installation

Delivery of the filter hopper sections fully assembled at the fabricators premises.

This installation was a challenge due to restricted heights, limited access doors and an asbestos ceiling. We were informed that any damage to the ceiling could cause a site closure, and significant costs. Working at times 1m from the ceiling with heavy lifting equipment, this proved to be a challenge, but one that we undertook successfully.
Filter Designs had a gap within the overall plant program whereby we could install our equipment without needing to interface with other contractors. The bag filter is preassembled at our fabricators works such that the support structure and hoppers arrived first, followed by the main filter case sections and then the top sections. Normally now, we assemble the bodies as one piece, but in this case the height restriction did not allow this.

The ducting from the economiser to filter was also a challenge, see below a very limited gap between ducting and a disused overhead crane. The ducting splits into 2 sections here, into the two discreet filter units. After the ducting splits, a Kinetrol damper allows use of one section or another, to maintain plant availability should an issue occur.
Our ducting for these applications is heavy duty 4mm mild steel with 6mm flanges, suitable for a long life. It is painted in a high temperature primer which cures at ambient temperature to maintain the finish during erection and provide a degree of protection. The ducting is insulated and clad following erection, so the paint finish is not strictly required.
The main fans were installed as they arrived, with flexible connections to the inlet and outlets, a fan split casing for ease of future maintenance, an EF1 motor for excellent efficiency, a coupled motor which is inverter driven to allow the most plant flexibility to accommodate pressure changes during the waste to energy conversion process.

An attenuator prevents long range noise disturbance for neighbours which made its way through the wall and into the 18m chimney.

The chimney is always a key moment of our flue gas treatment plant installations. Often it is the culmination of months if not years of planning applications, negotiations with local authorities and landlords, so to see it installed is a significant part of the project.
This chimney was 18m tall, with an integrated continuous emissions monitoring platform to conform the current Waste Incineration Directive continuous monitoring requirements.

Next is the insulation of the filter and ducting. Scaffolding is erected to allow access so that pins and rails can be welded to the ducting to hold the insulation and cladding in place.

The system looks quite smart once the insulation and cladding is complete, but its purpose is more than cosmetic. It is required because the outgoing gases contain acids. If the temperature drop below the dew point of these gases (HCl and SO2), condensation can occur and give rise to the filter corroding prematurely.
It is for the same reasons that we install heat isolation pads between the filter and its support legs and frame, to prevent the possibility of cold spots within the filter.

Our top access doors are also insulated, as is the common walkway shown here, all to keep high temperatures within the filter, avoiding cold spots and protecting people operating the plant.

There are two silos on this project, one for dosing sodium bicarbonate to abate HCl, the other to accept waste dust collected by the bag filter. The dust is conveyed along the bag filter hopper by two screws (one per filter), then drops through two rotary valves into a blow line. This pneumatic conveying line is a lean phase design which conveys the dust up into the silo on a reinforced top inlet.

The dust settles with the ash silo and kept aerated. At regular intervals, a tanker is ordered to site and the silo discharges the ash through a further rotary valve and inclined screw conveyor and finally along a horizontal screw conveyor into the waiting truck.
The horizontal conveyor is mounted on a slewing ring, such that it can be stowed to be parallel against the building safely, but slew out when a tanker is parked to discharge the ash product.

Ash discharge bellows are lowered after tanker positioning. A level probe signals that the first section of the tanker is full, indicating the need to stop discharge, raise the bellows and move to the next section. This discharge method allows efficient ash disposal via tanker, removes the need for manual handling of bulk bags and also bulk bag storage.
The system has been installed and was ready to use by Mid- 2011. However, our client experienced difficulties and went into administration. As such, the plant has remained dormant but we hope is soon to be resurrected and put into full time use as was originally intended.
Documentation on this project included: Functional Design Specification, Power consumption, Electrics List, Process and Instrument Drawings, Operations and Maintenance Manual, over 50 fabrication CAD drawings.
Filter Designs are ISO9001 compliant. We have installations worldwide to include China, Vietnam, Finland, Florida, England, Ireland, Scotland and Wales, Iran, Singapore, India and others.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

