
Experts in air filtration
Project CAD – a pilot plant within a University
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid.
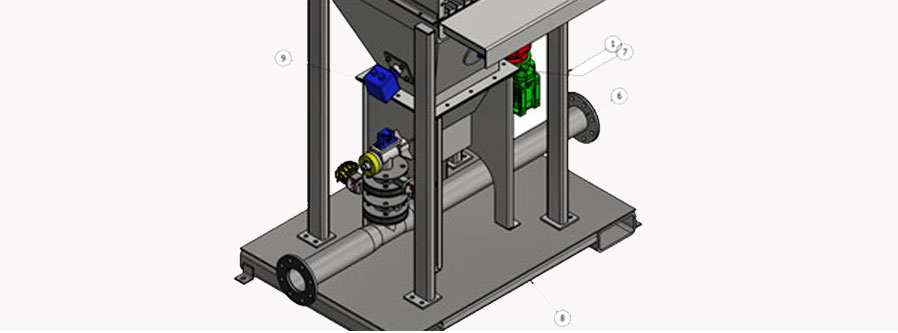
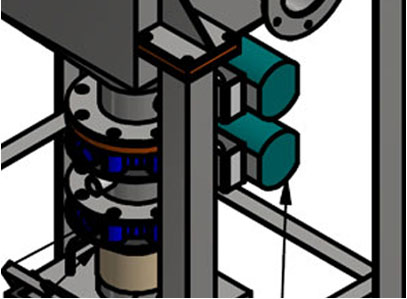
Besides being made from 316 Stainless Steel to suit the high gas temperatures the filter design itself is not so unusual. The three main areas where it differs from most filters to make it suitable for a syngas application are the bolted and gasketed top access door and in place of compressed air, an inert gas such as nitrogen, is used to pulse clean the ceramic elements. On the dust discharge to the bin, to prevent the air ingress that would be inevitable with a small rotary valve double butterfly valves are used and again Nitrogen used for purging between each valve opening. The clients controls will ensure only one valve will open at any one time ensuring safe operation. Sindanyo pads are used to isolate the support from the heat, the header tank and the upper discharge damper.
Besides being made from 316 Stainless Steel to suit the high gas temperatures the filter design itself is not so unusual. The three main areas where it differs from most filters to make it suitable for a syngas application are the bolted and gasketed top access door and in place of compressed air, an inert gas such as nitrogen, is used to pulse clean the ceramic elements. On the dust discharge to the bin, to prevent the air ingress that would be inevitable with a small rotary valve double butterfly valves are used and again Nitrogen used for purging between each valve opening. The clients controls will ensure only one valve will open at any one time ensuring safe operation. Sindanyo pads are used to isolate the support from the heat, the header tank and the upper discharge damper.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

