
Experts in air filtration
Project AS – Two CleanPulse Ceramic Filters for Export to Singapore
Note: A signed confidentiality agreement prevents us disclosing further detail of this project.
A worldwide household name required 2 gas treatment systems to operate in a pilot plant that is required to be operational for a minimum 8400 hours (360 days) per annum. Most importantly this application involved a usually hot gas inlet temperature of 260° C normal with a maximum temperature of 300°C, taking it beyond the capability of a filter bag medium therefore a ceramic ‘candle’ element filter was specified. We used ceramic elements from Unifrax, who in 2010, acquired Brightcross Insulation Ltd who along with FDL’s Chairman Roger Callis, were one of the pioneers of Ceramic Filtration in the UK and now draw on a knowledge of 15 years of manufacturing successful Hot Gas Filters. The ceramic elements are dimensionally very similar to the filter bags we use but the ceramic elements utilized are temperature resistant up to an incredible 1260°C. The filtration area per 2m long ceramic candle used meant a total of 360 candles were required to give each filter an area of 294 square meters with a resultant filtration velocity of 1.25m/min.
The re-design of the filters centres mostly around the effects of the heat on the mild steel casing of the filter as the ceramic candles uses a very similar size cell plate hole to a conventional filter bag. As with a filter bag a venturi is used with a Cataphoretic coating to give a durable finish in the hot gas temperatures. One area where this ceramic filter is different to our bag filters is in the filtration media retaining arrangement. Our Clean Pulse Bag CPB filters use a ‘ProSnap’ bag retaining sealing ring in the collar of each bag. The Unifrax ceramic candles require a retaining plate which clamps over the candle and the venturi holding them firmly in position.
As with our higher temperature bag filters, we isolate the filter support structure from the casing of the filter and hopper to prevent the support structure acting as a heat sink which in addition to being potentially dangerous to site operatives can also lead to cold spots within the filter where acid gases can condensate and become corrosive.
Also as a means of preventing the possibility of corrosive condensation forming during both planned and unplanned downtime, the hopper of the filter was fitted with electrical trace heating in the form of a ‘rope’ which is wound around the hopper, this was installed at the filter fabricators prior to the entire filter being fitted with insulation and cladding which again was fitted at the fabricators in the UK prior to crating and shipping. The insulation and cladding was carefully calculated in its design to meet a maximum permissible outside surface temperature of 50°C with an inlet gas temperature of 300°C, and also to allow only small amounts of flashings being required to be completed once on site and erected. The header tanks which provide the air for the reverse jet cleaning pulse would also be subject to heat soak so these were isolated by means of Sindayo pads before the bulkhead of the filter to act as heat breaks.
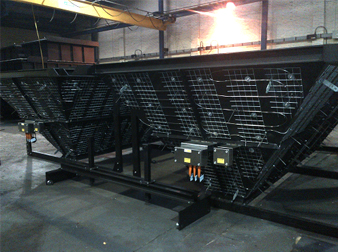
Figure 1 - Trace heating and automated temperature controls installed on hoppers.

Figure 2 - Hoppers following fitment of insulation. The hopper door is double skinned with insulation installed internally. Note the temporary support structure for packing and shipping.
Support Frame Design
Filter Designs switched from 2 dimensional AutoCAD drawing to 3D modelling in 2011 with the facility to use both popular formats, Solidworks and Inventor. As well as being able to bring a previously impossible level of visualization at the design stage of a new project, as seen in the following clip.
Direct link to walkthrough clip on front page of website
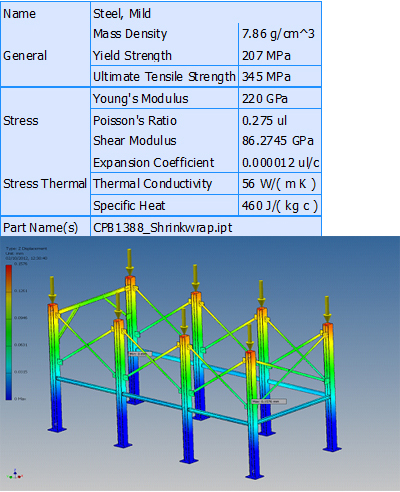
it also allows in-depth structural analysis to be undertaken which is particularly helpful when designing the filter support structure for instance. Calculating the various loads imparted on the structure, simulating the differences in an exposed outdoor location where high winds may be experienced and an indoor location all lead to an effective and cost efficient design.
Support Frame Trial Assembly

Figure 3 – Trial erection of the filter support frame to ensure conformity
Due to the location these filters were destined for it was essential to ensure once on site the erection would proceed without issues. Following Galvanizing, the support structure was trial erected to ensure it conforms exactly to the design then each component part was tagged ready to be packed for shipping and identified via a correlating drawing to assist with assembly once on site in Singapore.

Figure 4 - Support structure disassembled and tagged ready for packing prior to export
Project Designer: Roger Callis
Project Manager: Pete Smith
Case Study: Stewart Callis
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project EE - CleanNOx SNCR System
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

