
Experts in air filtration
Project DH – CleanPulse Filter, DeSOX, DeNOx on a 3mW Wood Waste Boiler
BB Nurseries located in Boston, rural Lincolnshire is an established garden nursery which was founded in the early 1960’s. The nursery is a start of the art growing facility with an outlet for retail and cash and carry customers.
In late 2007 the nursery had a 1.5mW boiler installed and due to expansion have now installed a IED complaint 3mW Justsen Biomass Boiler to burn wood waste to generate heat for the 8 acre greenhouses on the site.
The enquiry for the flue gas treatment plant came from Draper Heata boiler specialist who specialise in installing boilers and centralised heating plants using a variety of low costs fuels. The 3mW biomass boiler was installed to use the following fuels:
- Grade A waste woodchip
- Grade B waste woodchip
- Virgin woodchip
- Miscanthus chip
- Arboreal tree clippings
The burning of these fuels would then provide heat for the 8-acre greenhouse on the site.

Our scope was broadly:
• Clean Pulse bag filter designed for 8,811Am3/hr @ 160°c with PTFE on glass bags
• Clean Sorb HCL and SO2 abatement – sodium bicarbonate and activated carbon mix bulk bag skid with blow-line.
• Clean NOx urea FIBC skid for NOx abatement – specialist design for small volume abatement.
• Ducting – with bypass and actuated dampers
• Residue discharge into bulk bag – rotary valve and inclined screw.
• Drop out / spark arrest box
• Spark detection & arrest system
• Full and bespoke Allen Bradley / Rockwell control panel and software design
• Industrial Emissions Directive Compliant
The Flue gas treatment plant was to be installed inside the same barn as the previous boiler location. This meant that the design needed to be compact to be able to fit alongside the new 3mW boiler. The original chimney / flue was to be re-used which caused the ducting design to be slightly challenging.
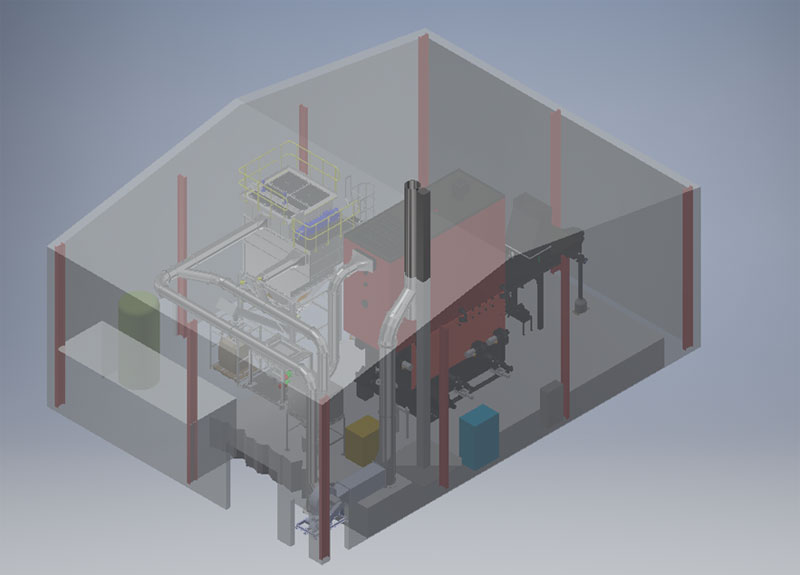
A full detailed model of the building including the 3mW boiler and the flue gas treatment plant.
Clean Pulse Filter Insulation & Cladding
Due to the height restriction on the roller shutter door we needed to remove some of the roof panels to be able to lift the filter in.

Once the filter was lifted into the barn we used skates to place the filter into postion.

The filter itself is a reverse jet ‘Cleanpulse’ filter designed specifically for the requirements in house using our 3D Inventor capabilities. The filter has 144 vertically hanging bags and a pulse cleaning tank to ‘pulse down’ the bags based on differential pressure.
The filter was insulated and clad at our fabricators and has trace heating installed on the hopper.
Once the filter was installed the boiler was then lifted into position.

Clean Sorb HCL HCl and SO2 abatement
Whenever the abatement of acid gases is required, we first seek out the gas composition data from our client. Based on this, we can now advise with reasonable accuracy what the likely reagent consumption is going to be. This assists with CAPEX and OPEX planning. Information on SOx, NOx and HCl levels will allow us to determine the use of Lime or Sodium Bicarbonate. This will also direct our specification of equipment.
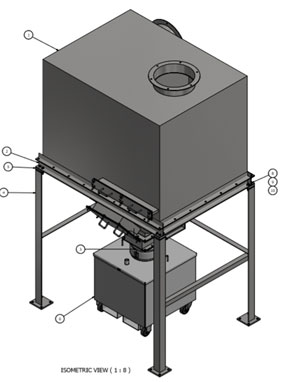
This project had a very small dosing rate to our usual projects. Usually we install a bulk bag skid for dosing sodium bicarbonate and a small rip and tip skid for activated carbon injection.
To keep the CAP EX costs down we opted for a mixed sodium and activated carbon bulk bag skid.

Clean NOx Urea FIBC
For this project we needed to slightly amend our standard Clean NOx single skid to be suited to smaller quantities of Urea Injection.
Originally the project was going to continuously emission monitored (CEMS) which would have allowed both the Clean Sorb and Clean NOx skid to be controlled (via 4-20mA) the dosing rates i.e. if the emissions from the CEMS went up the injection rates would also go up.
To do this we have the Clean Sorb skid screw on an inverter driven motor which uses the 4-20mA signal. The Urea dosing pump was also able to be controlled via the CEMS 4-20mA signal.
Fortunately, the project didn’t need to have CEMS so we slightly changed the controls to be able to adjust the sodium bicarbonate / activated carbon mix and Urea dosing and set these rates up on commissioning.
Once the installation and commissioning had been completed our client had an emissions report carried out which they passed with flying colours.

Ducting with bypass and actuated dampers
As mentioned above our client wanted to use the existing flue to keep the costs down. This meant we had to redesign the filter inlet and outlet to be on the same side of the filter.
The ducting was designed to incorporate a bypass which would allow for start up and online filter maintenance
All the ducting was unsulated and clad onsite to keep the flue gas temperature above due points into the filter.
The ducting run was from the boiler thorught the drop out box and then into the filter inlet.
We had thermocouples installed in the filter inlet and outlets monitor the tempearture into the filter. If the temperture rose above 220° or fell below 135°c the system would go into bypass.
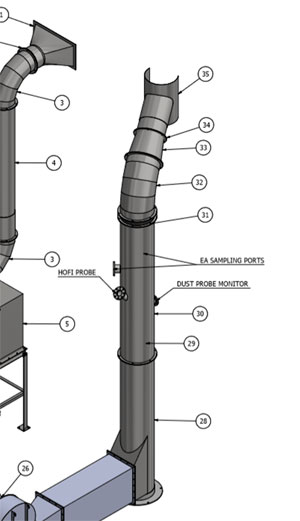
The outlet ducting then was ducted to the main ID fan which had an attenuator to reduce the overall noise in the barn.
Becuase the orginal project was thought to need CEMS we needed to ensure that there was ample room for the EA testing ports in the fan to chimney duct.
Drop Box and spark arrest system
The drop out/spark detection box has baffles and a perforated sheet to stop any debris, which may still be alight from the furnace getting to the filter and risking a potential bag fire.
This too was designed in house to suit the shape of the space available using our 3d Inventor capable team. The drop out box has a maintenance doors. Made from mild steel and then painted in Firwood 75 (high temperature black paint). Due to the heat transfer from the furnaces the drop out box had to be insulated and clad using 75mm Rockwool and goosewing Grey plastisol.
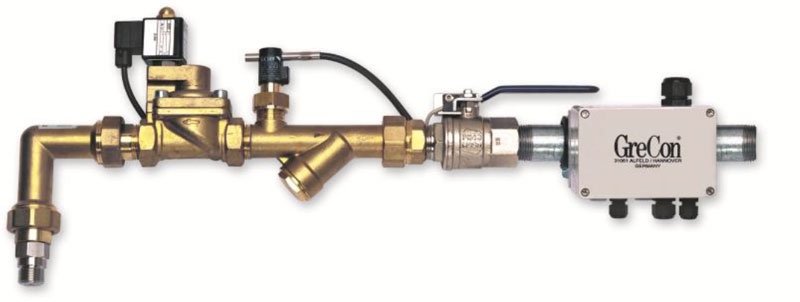
After the drop box we installed a spark arrest system in the filter inlet ducting should any debris get though; this system detects either one or multiple sparks and then ‘quenches’ using the pressurised water system. This is a fail safe system to prevent a bag fire in the filter.
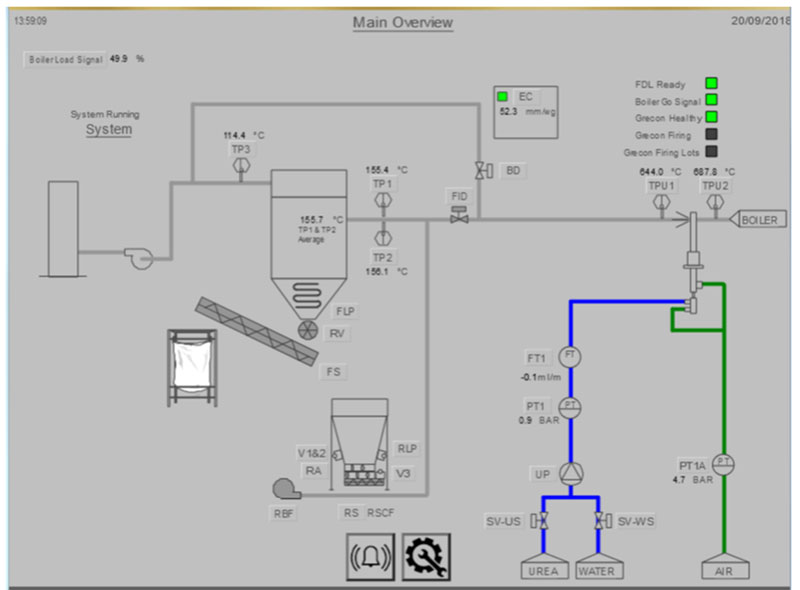
Controls System
The control system on any emissions control plant is an important aspect of the project. When the Environment Agency calls for shut down of a non-emissions compliant plant after 4 hours outside of the emissions limits, the control system needs to be robust and reliable.
At Filter Designs we take this seriously and have several control panel builders who specialise in bespoke systems. To communicate our requirements, Filter Designs compile a series of documents including functional design specification, process and instrument drawings, electrical lists, layout drawings, P&ID’s and more. We also integrate where possible any air management, so that various regulators and solenoids are protected in a control’s enclosure.
Factory acceptance testing can be completed in a variety of ways, but the acid test is simulation of the various inputs and outputs and confirming the control systems response to these.
Having commissioned several systems in the UK and abroad in temperatures ranging from -20°C to +40°C, we appreciate that all of the workshop-based testing which can be done, should be done to ensure the most efficient use time on site.
Typically, this begins with point to point testing of the electrical cabling, then running up motors and instruments with functionality testing, followed by sequencing the control code to check the order of start-up, shut-down and critical orders.
In all projects which accept remote access, we actively promote the use of it. This allows us to advise on the efficiencies of plant running and we can respond and advise on any alarms which can occur on a waste to energy plant of this size and complexity
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project EE - CleanNOx SNCR System
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

