
Experts in air filtration
Project FFH – Dual CleanPulse Bag Filter with Trend BMS Controls for the NHS
Dual Cle

Summary
Three coal-fired boilers at Fairfield Hospital in Bury, Manchester provide steam for hospital heating, cleaning and surgical needs. The continuous operation of these boilers is therefore critical. The boilers emitted their waste gases to atmosphere which included some large particles which affected the local area during periods of heavy smoke output. The environment agency were alerted to this problem and took action, informing the hospital that they could not continue to emit waste gases containing coal dust.
Filter Designs provided a dual bag filter system with triple boiler offtakes controlled by a Trend BMS system. This included inputs from numerous pressure and temperature transmitters and an inverter driven fan with VSD (variable speed drive).
This project began with an involved and competitive tendering process in April 2009. The NHS Penine Acute Hospitals Trust via Fairfield Hospital issued a detailed specification written by an environmental consultant.
Filter Designs put forward our proposal and raised several pertinent points for consideration regarding the filter design and specification. Several discussions and tender revisions ensued, ending in Filter Designs being awarded the contract in October 2009.

Supply Highlights
- Complete turnkey project to CDM regulations
- Pulse Jet Filter Design with Gas Distribution Screen
- Complete ducting system with pneumatic butterfly valves
- Trend BMS control system integrating with NHS systems
- Ethernet control with dial-in facility
- Offline Cleaning
- Independent filter compartments
- Compressor, drier and compressed air pipework
- Civil works incorporated
- 4-20mA valve control with retransmit for accurate feedback
- 18.5kW fan with VSD and Trend inverter
- Filter installed in 3 days
- Filter installation in 2 sections plus support
- High Temperature P84 Filter Bags
- Stainless Steel filter cages
- Filter insulation lagging and cladding
- Trace Heating to avoid acid condensation at dew point
- High temperature equipment
- Contra-rotating and elevated screw discharge to FIBC on load cells
- Control philosophy design and implementation
- Planning permission drawings supply

Supply Detail
This image shows the site before our filter system arrived.
The intention was to install the filter in the below-ground area just over the wall with yellow handrailing.
With some careful measurements taken with laser measuring equipment, this was deemed possible for the required size of filter.

The filter system although insulated and clad as one, is actually 2 independent filters.
This allows maintenance in the summer when only one small boiler is in use.
To allow this, both entries and exits to the filter incorporated pneumatically valves to seal off each section when required.
The CleanPulse bag filter deals with 12,000 actual cubic metres per hour of waste gas.
It filters the gases at approximately 210 degrees centigrade.
The fine particulate is trapped by the 180 off P84 filter bags which were pre-coated with diatomite.
The bags inside the filter together total 216 square metres filtering the gas at a rate of 1 metre per minute.

During installation Filter Designs ensured that the health and safety aspects of the CDM requirement were adhered to.
All sub-suppliers issued their individual method statements and risk assessments which were then assembled into one coherant document.
This case study will follow the elements of the installation through in logical progression, starting at the boilers, ducting from boilers to filter, filter inlet ducting, filter detail and then to the discharge arrangement.

The three boilers inside the building each have an extract duct approx 500mm diameter.
At strategic points, we would tap into each extract duct to create a side stream ducting offtake for each of the three boilers.
These three ducts were to combine in a header duct before entering the filter.
The image shows the front of the small boiler in the foreground with the 2 larger boilers behind.
The control panel circa 1974 can be seen in the middle of the boilers.
We took a main feed from this control panel to our more modern Trend BMS control panel located in an adjacent room.

The internal ducting shown here constructed of 4mm mild steel with 6mm flages, sealed with high temperature sealant and bolted.
The ducting was suspended from the roof beams using a novel clamp arrangement with threaded bar to allow adjustment to be completely level.
Scaffolding was an obvious necessity on this project both for the ducting installation at 5m high and also for the subsequent 100mm lagging and aluzinc cladding installed around the ducting.

The ducting exits the boiler house to the outside recessed area.
Large holes had to be cut in the building cladding which were later patched to match the existing building.

Here the complex and close arrangement of ducting shows the ducting part insulated and clad.
Slip joints were designed in at strategic intervals to allow for some expansion.
These joints were packed with glass fibre rope and then sealed with high temperature sealant to ensure that they were gas-tight.

So to the outside, where the ducting exits the inside of the building and joins the filter inlet header.
The red section in the bottom right of this image shows one of two inlet isolation valves.
These are the valves which allow complete sealing of one half of the filter for on-line maintenance, and bag changes.

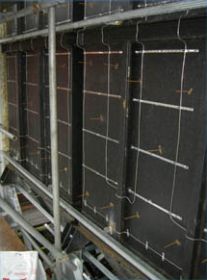
This image shows the inside of the filter top section before the P84 filter bags and stainless steel cages were installed.
The jet tubes above the filter bags and cages send a pulse of compressed air down the inside of the filter bag, expanding the bag to its maximum periphery before returning to its previous state.
This has the effect of cleaning the bag and is commonly referred to as reverse jet cleaning.

The filter top access doors incorporate a non-slip material and are fully insulated.
Handrailing on the top of the filter provides a secure working environment for future filter bag changes.
The view from the top of the filter was an added bonus.
During a winter installation, standing on a working and warm filter was a welcome break from the temperatures which dropped to -14 degrees centigrade on one particularly cold morning.
Mineral filled wire trace heating is installed to maintain the filter temperature in periods of maintenance or downtime.
This ensures that the gases within the filter do not reach the gases dew point, avoiding formation of acid gases within the filter and subsequent premature corrosion.
The pins are welded on with a welding gun and hold the rockwool fibre insulation in place whilst the cladding rails are fitted and plastisol profile cladding sheeting applied for the final finish.

Further down the filter, the filter hopper level probes indicate a blockage in the discharge system and alert the boiler house operatives to attend via the Trend BMS management system.
The operatives have a PC which is connected via ethernet to the Trend system.
With this system, 30 or so alarms can flag up a potential problem.
The alarm condition sets off beacons inside the boiler house and alarm sounders.
The alarms can be cancelled for a period to allow time to rectify the issue but they will reactivate after a set period.

The filter outlet header with two outlet valves which again allow isolation of one or another section of the filter.
These valves are air powered and controlled by the Trend BMS control system.
The controls philosophy is reasonably complex but for instance if both of these valves shut, gases cannot pass to the chimney and so the entire system shuts down and the main filter fan is shut off.
Fortunately in this installation in a shut down scenario, the side stream in-line boiler offtake valves close allowing the gases to exit before the filter was installed.
Whilst this in entirely undesirable it does allow for easy commissioning of the system.

The outlet ducting can be seen here in context .
The outlet sweeps around the filter and returns to the main filter fan and then back inside the boiler house to a spare flue in the six -flue chimney.
The discharge system is not yet in place in this image, see later for a description.
It can be seen however that the filter is two filters sharing a common support.
The two hoppers each discharge into a rotary valve.
On to these rotary valves we added a contra-rotating screw conveyor to screw the dust into a central inclined screw conveyor.

A little further on in the installation and the filter and ducting are almost lagged and clad.
The blue frame is a bulk bag discharge support, which suspends the waste dust bag.

The inclined screw elevates the waste dust collected in the filter to the FIBC bag support.
This support is mounted on load cells which can indicate the quantity of waste dust back to the Trend BMS system, alarming when the bag is full and needs changing.
The hospital estates manager can view and monitor the waste duct collected.
The Trend system can, as the name suggests, trend the waste dust and in fact any or all parameters in the system to spot changing in process and its effects.
Currently, approximately 1 bag of waste dust a week is being collected which indicates exactly how much was entering the atmosphere.

Just prior to the waste gases exit to chimney, Filter Designs installed 4" BSP test points for the 3rd party MCERTS dust sampling which was part of our contract. In addition, we have a continuous PCME dust monitor which feeds back to the Trend BMS system.
Furthermore, a temperature probe before and after the filter monitors the ingoing and outgoing temperatures, which can sound an alarm for a potential fire condition. There is also an access door on each run of ducting to allow for inspection should it be required.

Chimney before filter system installed.
We now know that approximately one tonne of coal dust was entering the atmosphere per week.

And after the filter was installed showing clean chimney exhaust and obligatory improvement in weather.

The trend control system provides automation for the entire filtration system.
The Trend system interfaces with the MCC via dedicated Trend modules.
A regular PC sits on the hospital ethernet in the same room as the control panel and provides a local interface.
The system can be accessed via various PC's in the hospital but also remotely, giving monitoring options.
As the name suggests, any parameter can be trended so any unexpected event can be tracked back to its cause - a very convenient problem solving and monitoring solution.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project EE - CleanNOx SNCR System
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

