
Experts in air filtration
Project FS – Hot Gas Filter serving a Glass Furnace with Air Dilution and Drop Out Box for Czech Republic
Problem
Our client is an industrial engineering designer, supplier and installer who turn over €2bn annually. One of the subsidiary companies won a contract to install a glass furnace in the Czech Republic, which required a de-dusting filter plant before discharging the process gas to atmosphere.
There are several challenges when extracting from a glass furnace at 1200˚C. These include reducing the temperature, resilience of process equipment to the high temperatures and long term reliability. Once the furnace is on, it remains on for four years!
Solution
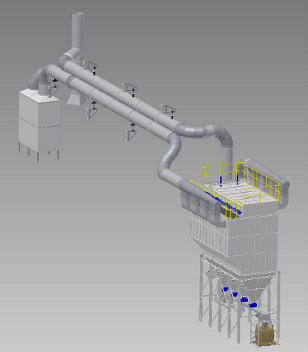
The solution involves several bits of equipment:
- High temperature bag filter
- Offline cleaning capability
- Insulation and cladding
- Flanged and bolted ducting
- Silicates drop out box
- Air dilution valve
- Automated offtake and return valves
- Temperature and pressure probes
- Isolated supports
- Level probes
- Access hatches
- FIBC discharge

The filter was installed in a tight spot against the corner of the building.
Our filter is suited to internal or external installation.
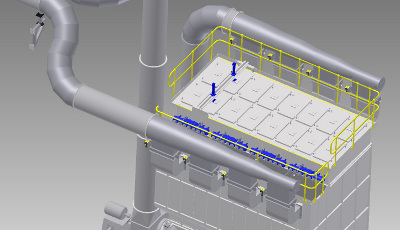
Access via CAT ladder allows easy maintenance to the top section of the filter.
The four inlet and four outlet ducts have in line valves which allow off line cleaning and online maintenance.
Offline cleaning is automatically enabled over a high differential pressure set-point and disengages below that set-point.

The top of the filter has a lifting beam which lifts the top access doors to allow bag replacement or clean side inspections.
Due to the clean side access, bag changes are a relatively clean exercise.
Pulse cleaning is based on our own reverse jet CleanPulse system.
Writing the code in our own PLC, we have complete autonomy to modify any and all settings as we choose.
The PLC has the capability for remote access, so that we can review system data and make minor modifications remotely.

At the base of the filter there are 4 pyramid hoppers each with their own level probes suited to high temperature, hopper access doors, rotary valve and common screw.
To allow the bulk bag to be emptied, we have a stop and start discharge button.
This is programmed to start again after a set period, so that dust does not build up in the filter hoppers should an operative forget to replace the bag and restart the filter discharge.
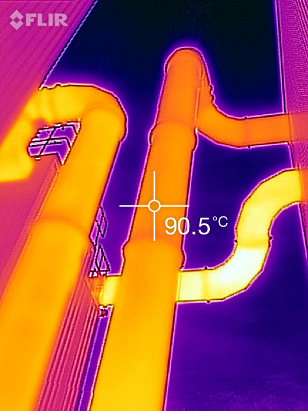
Whilst on site we made use of an infra-red camera which showed us the surface temperatures of the uninsulated ducts.
Using this we can confirm correct gas routing and valve positions.
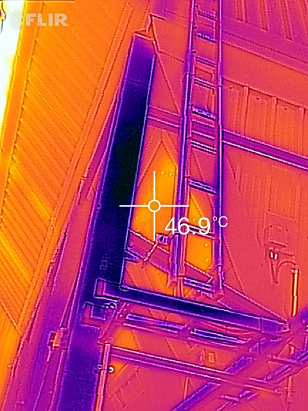
Additionally, the infra-red camera can confirm that our insulated hopper doors provide a suitably safe surface temperature.

Back inside the building, our filter offtake duct takes the process gas, reduces air temperature by the introduction of ambient air and routes the gas to the drop out box which allows the silicates to be removed early in the gas treatment process.
This was guarded for temperature protection since the building was well ventilated.
The system is running 24/7/365 in the Czech Republic, with glass being produced continually. The filter system is operating to specification alongside our client’s process.
Our recent Projects
An empty warehouse is always a welcome place to start a project. This is because we have a blank canvas with which to design an ideal layout for a flue gas treatment plant. Once installed, our system cleans the gases from a waste boiler and waste infeed plant and will allow the end user to stop transporting waste around the country and manage it locally, save on transport costs and produce some electricity too.
Project VC - Turnkey Flue Gas Treatment Plant for Waste Boiler
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

