
Experts in air filtration
Project JP – Complete FGT System for Intumescent Paint Furnaces.
JP Europe located in Flixborough Scunthorpe, is an existing site. They recently purchased the building next to the original site for a new research and development facility to test intumescent paints.
The original enquiry came to Filter Designs via an industry contact, TAB refractory, whose company are providing the client JP with an intumescent paint testing furnace for R&D purposes.
The furnace creates a volume of gas containing pollutants which cannot be emitted to atmosphere. The type and quantity of pollutants was largely unknown due to it being a new product. The furnace temperature is around 1100˚C. Filter Designs providing equipment to manage these pollutants based on best practice from similar industries (Aluminium Furnaces, Waste to Energy Plants). Unlike many other plants however, in this application the furnace would only be used for around an hour per day which presents some specific challenges.
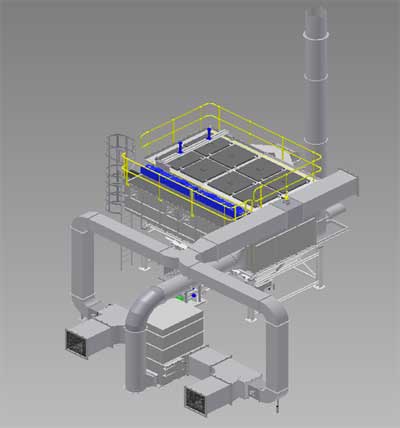
The equipment broadly comprises ducting (after TAB’s refractory lined ducting), a drop out/spark arrest box, quench air valves, a bag filter, single convolute air springs for waste dust discharge, mixed PAC and bicarb skid, spark detection and arrest system, outlet ducting, main fan and chimney with accompanying blowing fans, motors, instruments and switches through a control panel.
Due to the height restrictions of the building the filter had to be specially designed to allow enough room to be able to change the bags as and when needed.

For the install, we have to lift the filter through a hole in the roof which had been cut out for the penthouse situated above the filter.

Once the filter was installed the ducting from the filter to the drop out/spark detection box was installed to be able to give TAB a datum to install the furnaces.
The filter itself is a reverse jet ‘Cleanpulse’ filter designed specifically for the requirements in house using our 3D Inventor capabilities. The filter has 336 vertically hanging bags and a pair of pulse cleaning tanks to ‘pulse down’ the bags based on differential pressure.

The drop out/spark detection box has baffles and two perforated sheets to stop any debris, which may still be alight from the furnace getting to the filter and risking a potential bag fire. This too was designed in house to suit the shape of the space available using our 3d Inventor capable team. The drop out box has three maintenance doors to allow cleaning of the built-up debris. Made from mild steel and then painted in Firwood 75 (high temperature black paint). Due to the heat transfer from the furnaces the drop out box had to be insulated and clad using 75mm Rockwool and goosewing Gray plastisol.


The filter was also insulated and clad. Due to this being a batch process we had installed 12x 240V 533W Trace heating pads on the hoppers of the filters to limit the possibility of condensation when not in use.

The ducting was made from 3mm mild steel and again painted using Firwood 75. The ducting was then insulated and clad using 50mm Rockwool and R32 Profiled Aluzinc sheeting.

We also had Grecon install a spark arrest system in the ducting from the drop out box to the filter should any debris get thorough; this system detects either one or multiple sparks and then ‘quenches’ using the pressurised water system. This is a failsafe system to prevent a bag fire in the filter.

Underneath each hopper on the filter we designed a system to allow the residue dust bins to be pushed into place onto a guide frame. One in place the operator pressed up on each of the air boxes to raise the air spring and residue bins up to make a seal on the high temperature EPDM (spongy) gaskets.
Due to the each of the furnaces having their own combustion fan to control the 12 burners, we had to install a pressure differential transmitter in the ducting just after each furnace. These transmitters were used to control the overall speed on the main fan. We wanted to keep a +15mmwg differential pressure so the air in the furnace was regulated for the burners.
The system had three thermocouples (temperature probes) two on the filter inlet and one on the outlet.
The two thermocouples on the inlet were so we could maintain an inlet temperature of 180°C this was one of our design requirements for the Filter to avoid acid gases and condensation. Also, as we were dosing mixed activated carbon and bicarbonate this temperature helps to make best efficiencies of these reagents.
The outlet thermocouple was a failsafe to protect the filter bags, whereby if this temperature raised 50°C above either filter inlet thermocouple this would shut down the system.
The thermocouples are also used to modulate the filter inlet temperature. As the furnaces, would be rising to 1100°C within 7mins we needed to be able to provide cooling air into the furnace to filter duct to avoid damaging the filter bags with incoming gas temperatures which exceed the working temperature limit of the filter media.

We designed the air bleed ducting to feed ambient temperature air directly into the furnace ducting to provide maximum cooling to each of the furnaces.
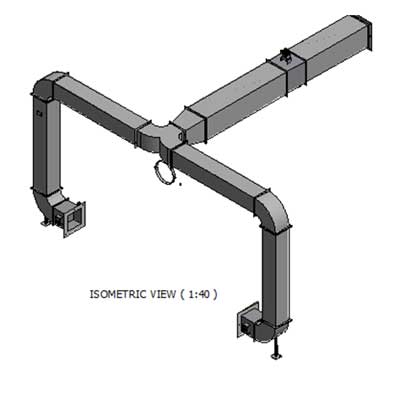
In the air bleed ducting, there we three dampers installed. One of each end of the inlets to the furnace duct and one large damper where the two ducts joined before the plant room where the cold air was to be taken from.
The two inlet dampers had kinetrol El positioners fitted and these are modulated through a 4-20mA output from the filter inlet thermocouples. Once the temperature got to the design 180°C depending on which furnace was selected the air bleed damper 1 or 2 would modulate. If the filter inlet temperature rose to 200°C the other damper would also modulate to give twice the volume.
The third damper was to stop any unwanted smoke going into the plant room if there had been a shutdown it would ‘fail close’ and allow the smoke / gases to naturally vent out the chimney.
As in many of our projects we dose activated carbon or bicarbonate and dependant on the gas composition sometimes both.

Due to the restrictions on site and small quantities of sorbents required we opted to have a mixed bicarbonate/ activated carbon in 25kg bags for easy operation in terms of refilling and maintenance.
This is our in house designed feeder which was a split hopper using two different sized screws and gearboxes. The reason for this was because of the batch process, we felt the need to ‘pre-coat’ the bags before each furnace test. This would allow a decent coating of the bags before each test was carried out.
The normal dosing requires the main fan to be operating above a certain percentage which results in a negative pressure in the ducting which is sufficient to carry the small amount of sorbents dosed.
The ‘pre-coat’ dosing had a blowing fan on the inlet to allow the product to be blown into the filter at a quicker rate.
All of the install including electrics and controls we involved in this project as we offer a turnkey solution.
The controls for our system were sited in a specific control room near to the furnaces.
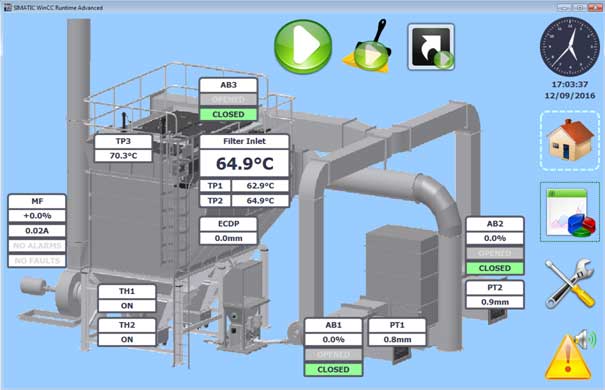
We try to make the HMI controls and functions as simple and intuitive to use as possible.
With this project, we have to ability to remote access the controls to help out if ever there was to be a problem.
We also had trending of all the analogue readings which are retained for 1 year so we can assess how the system has performed year to year.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project SRCL HH - GSA (Gas Suspension Absorber) Reactor Tower
Project BCI - Bag Filter, Gas Suspension Absorber, Reagent Dosing for a Challenging Carbon Process
Filter Designs Ltd. 2020 - Website by 1PCS

