
Experts in air filtration
Project KAT – Small Customised CleanPulse Cartridge Filter for Silo Loading Head
Summary
We were contacted by Kerneos to quote for a filter system to be installed over and feeding back a tubular screw conveyor and extracting from tanker filling bellows ensuring any fugitive emissions are captured and put back into the supply source. Available space in the location was limited so a ‘Cleanpulse’ 5 cartridge filter was utilised as the pleated profile offers a larger filtration area than a conventional filter bag of the same diameter and length. A rotary valve on the hopper sits just above the screw.
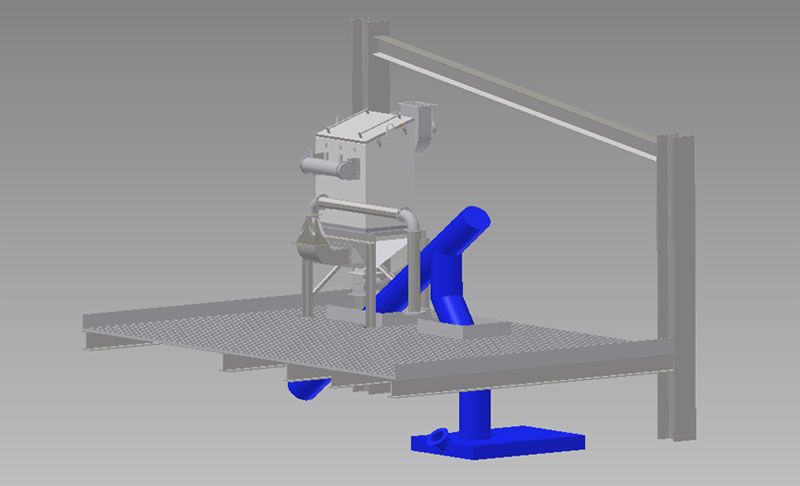
CPC ‘Cleanpulse’ filter
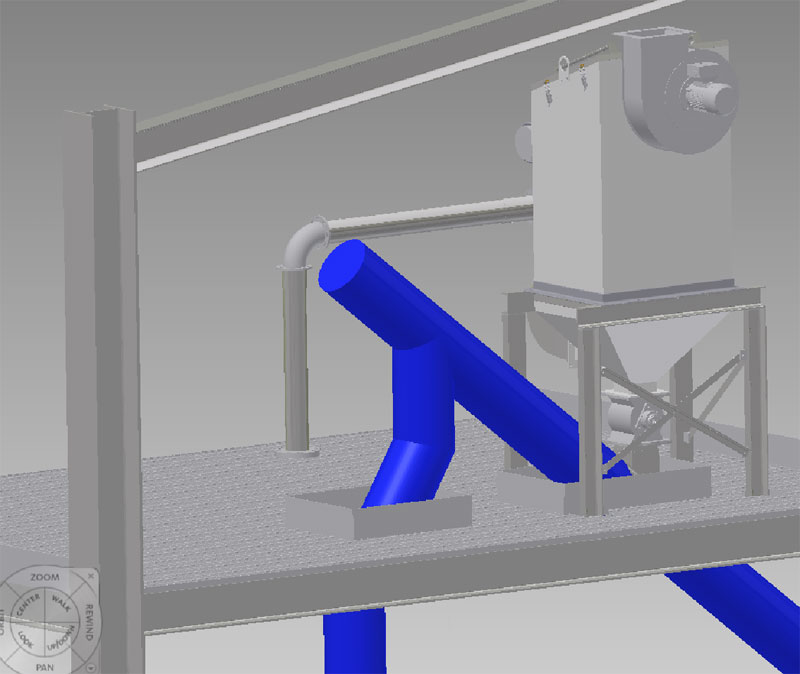
Space inside the main building was tight so in order to allow access into the top the filter was kept as low as possible. The dimensions of the filter itself were arranged so it would sit onto the floor beams perfectly. A simple and robust adjustable timed reverse jet controller is attached to the header tank. The inlet of the extraction fan is attached directly to a matching flange on the body of the filter (case mounted) and limited space above means the small sound attenuator needs to be mounted horizontally.
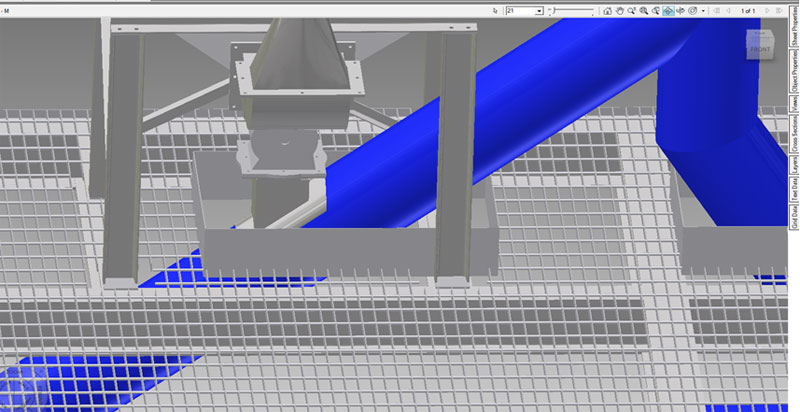
A ducting system was designed to attach to an existing flange which ensured that the changeover from the previous fan and ducting arrangement to the filter was as quick and trouble free as possible minimising the disruption to the client. The rotary valve discharge from the hopper sits directly over the inclined screw conveyor so a hole was cut into the tube casing and a discharging saddle welded on.
Installation
Access to the location was limited to vertical caged ladders so installation of the main filter itself required the removal of the building roof and lowering into position. In order not to disrupt production the installation began with preparation on Friday evening with the crane arriving on site on Saturday morning which ensured the location of the crane inevitably limiting site access by blocking the road was not an issue. The filter was lifted into position and the hole cut into the tubular screw and the discharge saddle welded on. The client then continued production using the old system for a few weeks until the next convenient opportunity to complete the ducting and wiring changeover. The controller was commissioned and the system operating in a matter of hours. With the client preferring a timed pulse controller to a differential pressure one, pulsing was initially set at once every minute and a magnahelic gauge is fitted to the outside of the filter to clearly indicate the condition of the cartridges.

Project Manager: Stewart Callis
Our recent Projects
An empty warehouse is always a welcome place to start a project. This is because we have a blank canvas with which to design an ideal layout for a flue gas treatment plant. Once installed, our system cleans the gases from a waste boiler and waste infeed plant and will allow the end user to stop transporting waste around the country and manage it locally, save on transport costs and produce some electricity too.
Project VC - Turnkey Flue Gas Treatment Plant for Waste Boiler
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

