
Experts in air filtration
Project SSE – Activated Carbon Dosing Plant using Silo for Tanker Deliveries

The site generated power from a mixed solid fuel source and an issue with dioxins was identified. As a known best available technology with a proven track record, PAC or powdered activated carbon was chosen to inject into the main flue before the existing bag house filter.
The Solution
The story of this project began with an initial enquiry from SSE in Slough regarding PAC dosing. A trial dosing skid was developed by Filter Designs and trialled in situ. This was successful and therefore a site for a large PAC silo was discussed, determined and implemented to dose PAC on a continual basis under automatic control, thus solving the problem.
Scope of Supply
- 70m3 silo with skirted bottom for weatherproofing
- Substantial platform below silo to allow tanker deliveries to rest of plant
- Twin outlets to feed two streams
- Tanker loading infeed
- ATEX instruments
- Load cells
- Control panel integrating into clients main DCS
- Erection within a limited timeframe
Details

The trial system involved a small hopper, small feeder with a temporary power feed. Once proven effective, the main silo storage and feed system was designed.

The silo support was designed, stress calculations completed using FEA, then put to fabrication since this was the first required part for installation.

The mild steel galvanised structure is erected. At the same time we fix a bent section of the client’s original I beam. The insert shows the platform designed to accommodate the silo feet on load cells.


The silo is assembled in its bolted sections with vent filter, over pressure vent and level sensors on top.
All of our erectors are experienced; time served and trusted professionals who hold all of the required certifications.

The main event – the assembled silo is lifted onto the support platform.
We have as part of our team a qualified lifting specialist who is present at all of our main lifting exercises to ensure safety and efficiency of the lift.

With the main erection nearing completion our attention is turned to the controls and valves/instrumentation.
We are fully involved in commissioning our controls systems, now more frequently installing HMI based systems using Rockwell/Allen Bradley or Siemens equipment.
The controls are based on our written FDS.
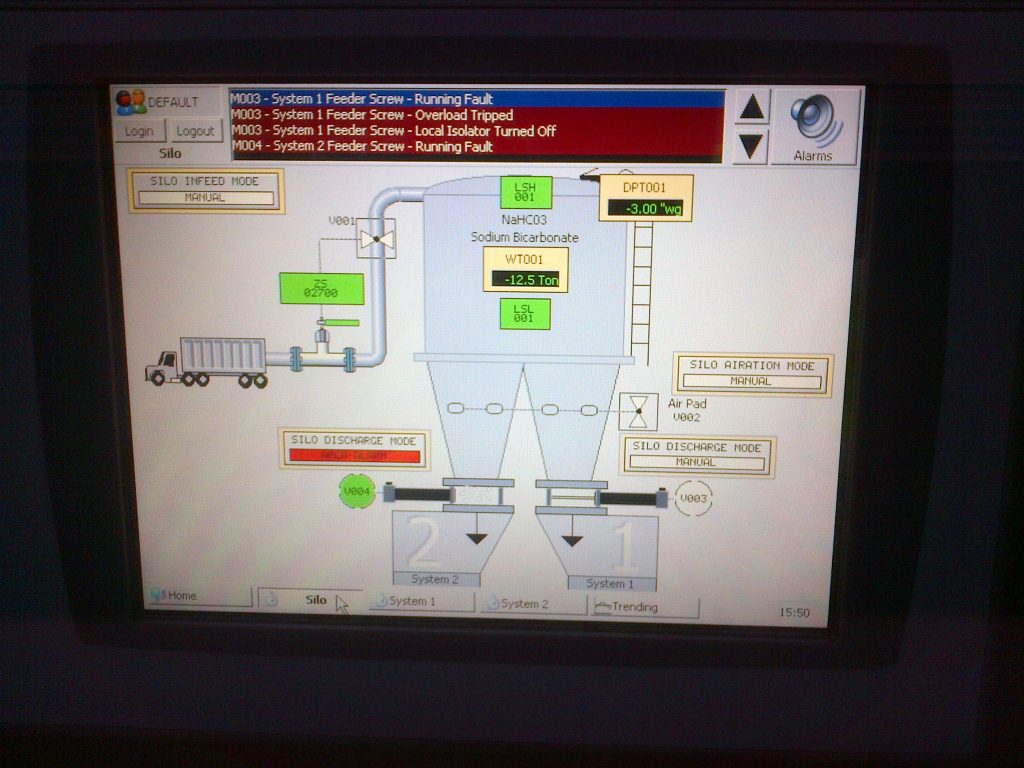
The HMI allows all information to be displayed on one neat interface. Silo weights, hopper weights, valve status can be seen at a glance.
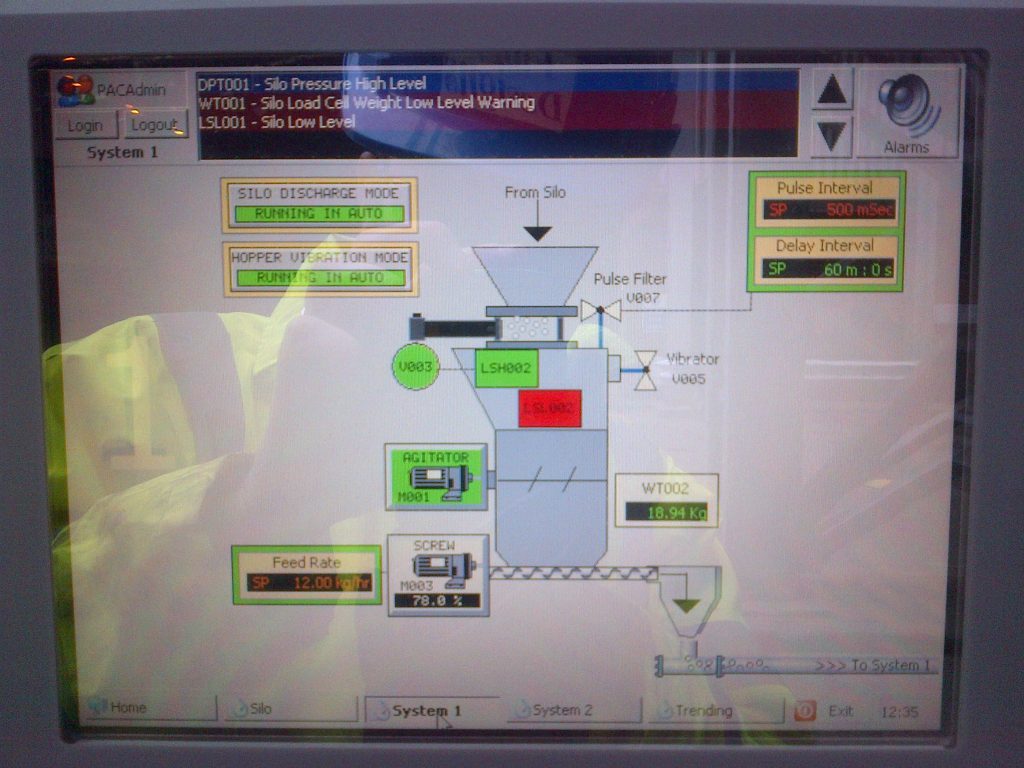
Any tripped motors or error messages are clearly displayed, giving the clients maintenance team clear direction if any issue does occur.
The HMI also allows the system to be commissioned standalone, without the need to integrate it into the clients main control system until it is absolutely ready.
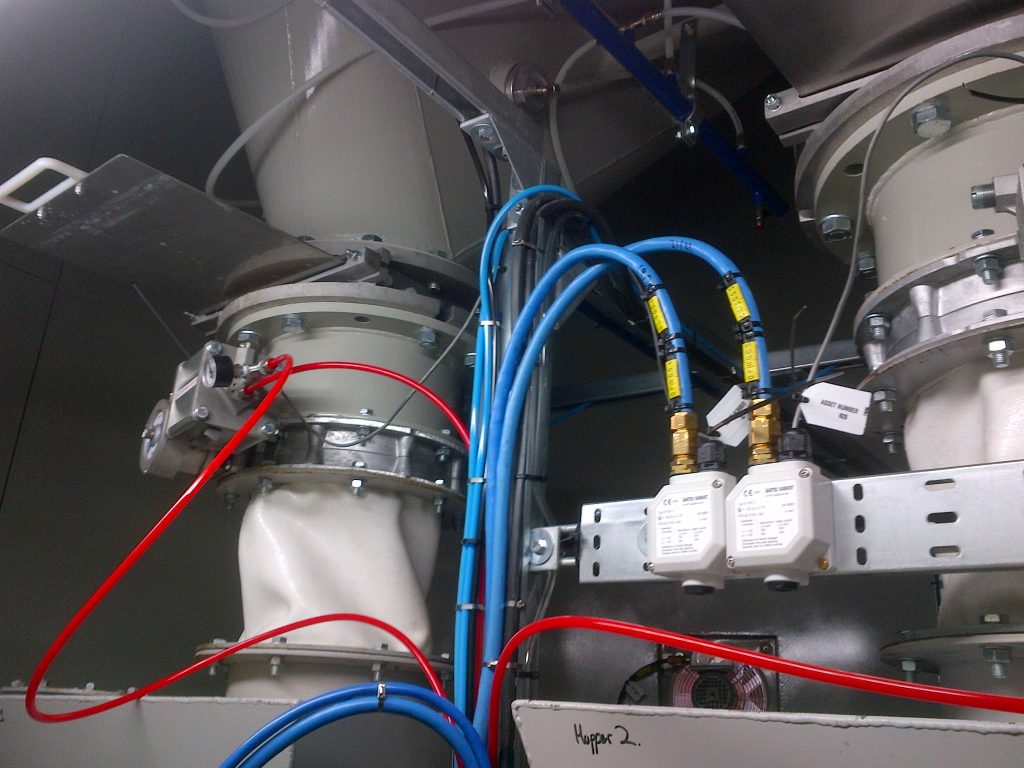
A glimpse inside the silo where the PAC drops through slide valve, butterfly valve, flexible connection into surge hoppers which are also on load cells for greater accuracy.

The installation inside the skirted part of the silo was classified as an ATEX zone, therefore it required special considerations such as permanent venting, ATEX rated instrumentation and valves.
From this point, the PAC is fed via two inverter driven screws (one per stream) into a tundish which feeds into a lean phase pneumatic conveying line 120m to the filter inlet.
Documentation on this project included: Functional Design Specification, Power consumption, Electrical List, Process and Instrument Drawings, Operations and Maintenance Manual, fabrication CAD drawings, 3D CAD drawings and stress analysis using Finite Element Analysis.
Filter Designs are ISO9001 compliant. We have installations worldwide to include USA, Poland, Czech Republic, China, Vietnam, Finland, Florida, England, Ireland, Scotland and Wales, Iran, Singapore, India and more.
Our recent Projects
We were contracted to provide 2 small Ceramic filters suitable for a small volume but with a design maximum temperature of 600°C. In addition the filters will be handling a syngas which cannot be mixed with oxygen so an alternative to compressed air would need to be used for the ‘Cleanpulse’ cleaning of the 25 Ceramic element in each of these CPC78 filters. In addition dosing of small amounts of a re-agent is required so the client also opted for a ‘Cleandose’ 25kg bag skid. Find out more about Project CAD below.
Project EE - CleanNOx SNCR System
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

